EN 388 Standard | Changes You Need to Know About (2016)
Keeping everyone safe on the job site with the proper hand protection can be a daunting task. If you are struggling to maintain proper hand protection on-site, a glove audit may just be what you need to get you on track. With the introduction of newer ANSI and EN388 standards over the last few years, there are a few changes you need to know about. If you're curious about the current state of the ANSI/ISEA 105 cut protection standard, we cover this in another blog post which revolves around that topic.
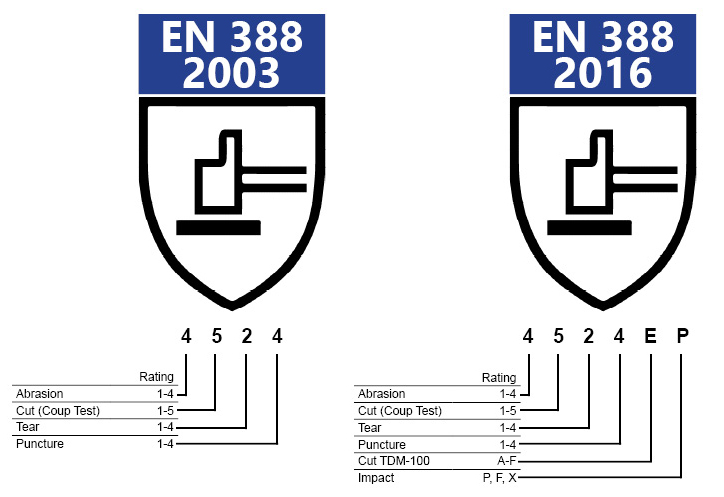
One of the more drastic changes for EN 388 comes in the testing methods associated with the various ratings a glove can earn under this standard. Furthermore, at the suggestion of ISO 13997, the EN388 Standard adds a new kind of puncture test as well as an impact protection rating.
Abrasion Testing
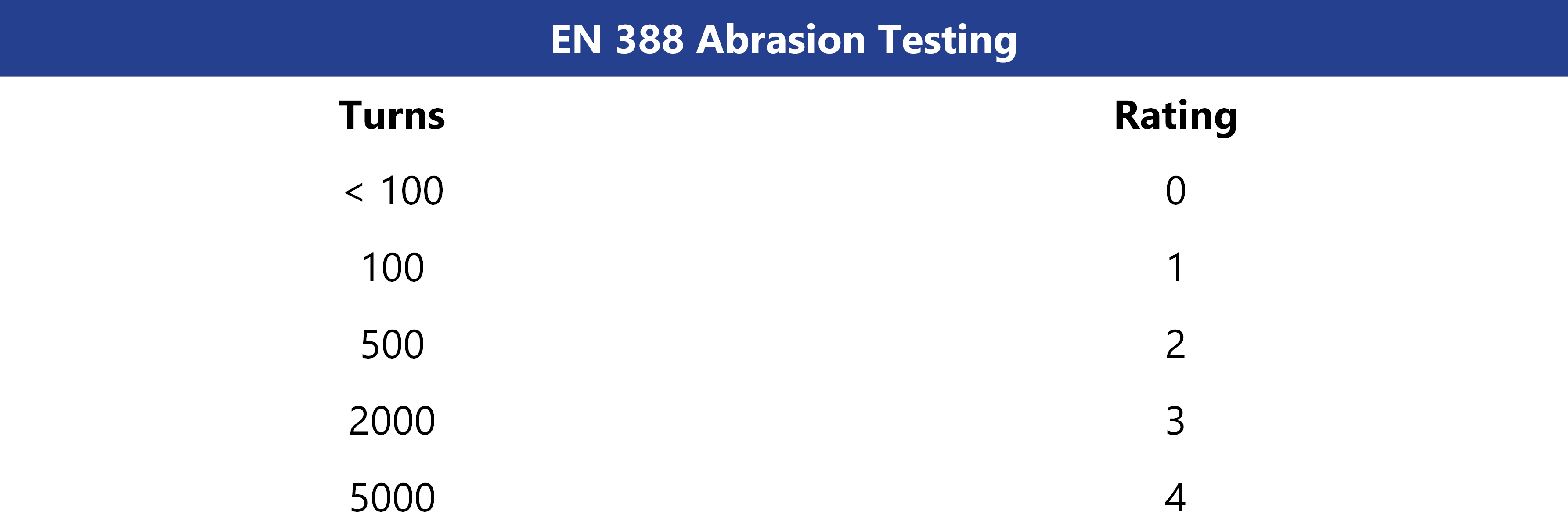
One of the first changes to the this standard involves using a higher grit abrasive material to test glove abrasion protection. The testing method itself hasn't changed since 2003, but the abrasion material has gone from 100 grit to 180 grit, which means some abrasion scores likely changed when products were re-certified to this standard.
In this test, 4 samples are used and rated based on the lowest score earned by the samples. Score, in this case, is based on the number of cycles of the abrasion material on the tested fabric before a hole is present. One thing to note is that when a glove is made up of multiple unbonded layers, each layer is subjected to the test.
Cut "Coup" Test
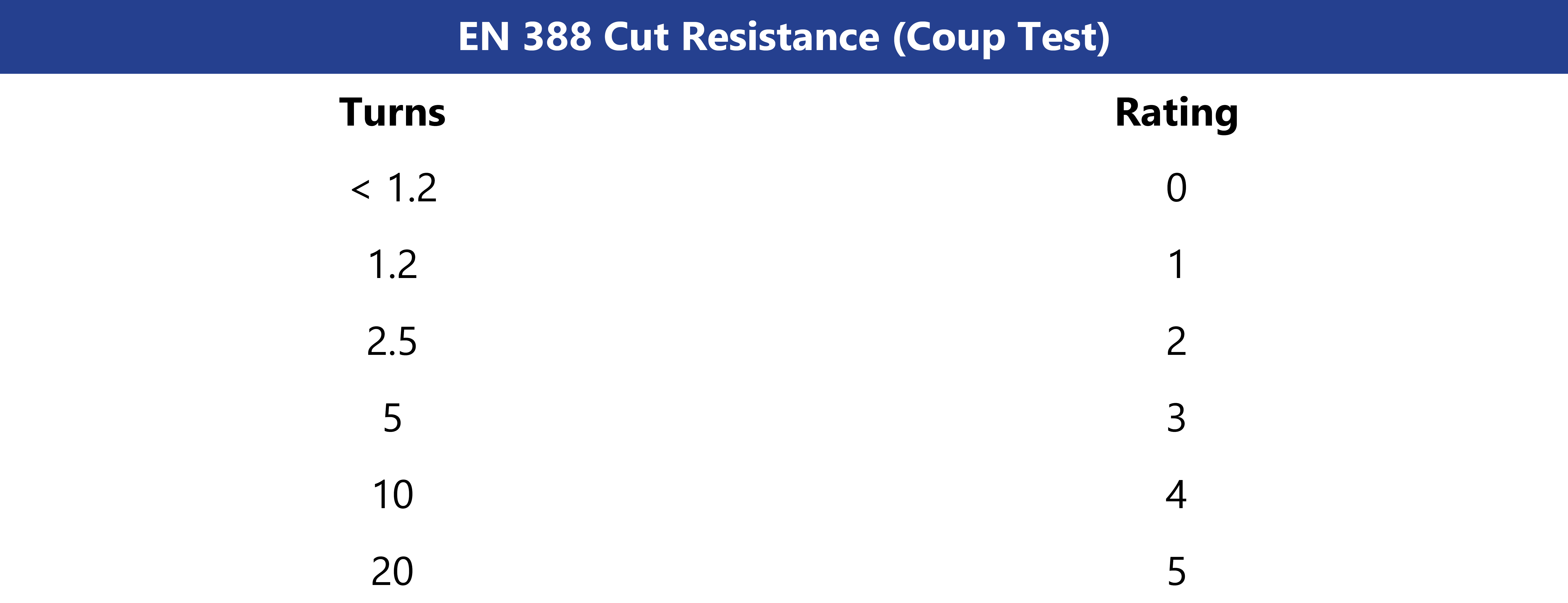
The original cut testing method, often referred to as the “Coup Test”, has seen little-to-no change. In this trial, gloves are placed under a rotating circular blade with an applied pressure of 5 newtons (510 grams) and are rated based on how many blade rotations the material(s) can handle. Contrary to the abrasion test, gloves with multiple layers are tested together as they appear in the build of the glove.
One issue that had been identified with this method is the dulling of the blade over each run, meaning that each crossing of the blade is weaker than the previous. This led to industry and standards councils looking for a means to counteract this discrepancy, and they did with the introduction of ISO 13997.
Starting in 2016, if results between samples vary by a factor of 3 or more during the Coup Test (an indication of the blade dulling), the gloves must go through alternate cut testing via ISO 13997 or "TDM-100". For more information on this, we discuss TDM-100 at greater lengths in our blog post about ANSI/ISEA 105.
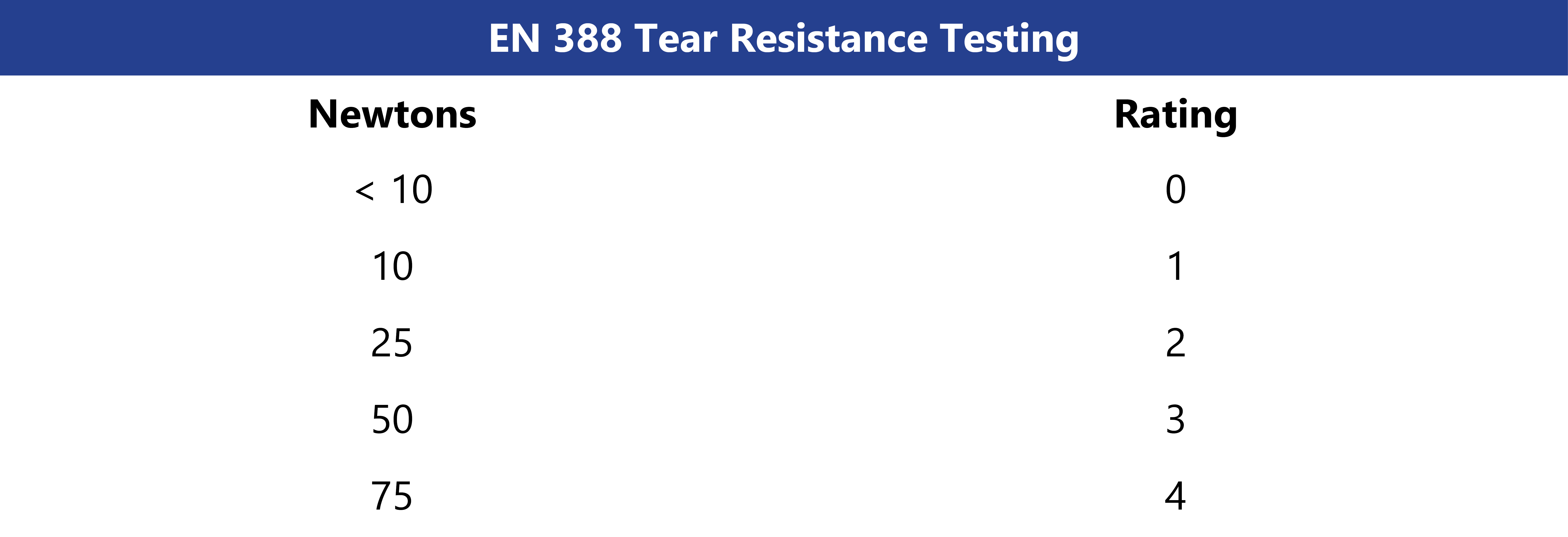
Tear Testing
While the 2016 standard brought about some good changes, there were no significant changes to the tear testing. The basis of this test remains the same - to determine how much force is needed to tear the fabric of the glove using a tensile strength testing machine. This is done both lengthwise (wrist to fingers) and widthwise (side to side). Similar to the Abrasion Test, each layer is tested individually with 4 samples of each, and the final score is based on the lowest scoring sample.
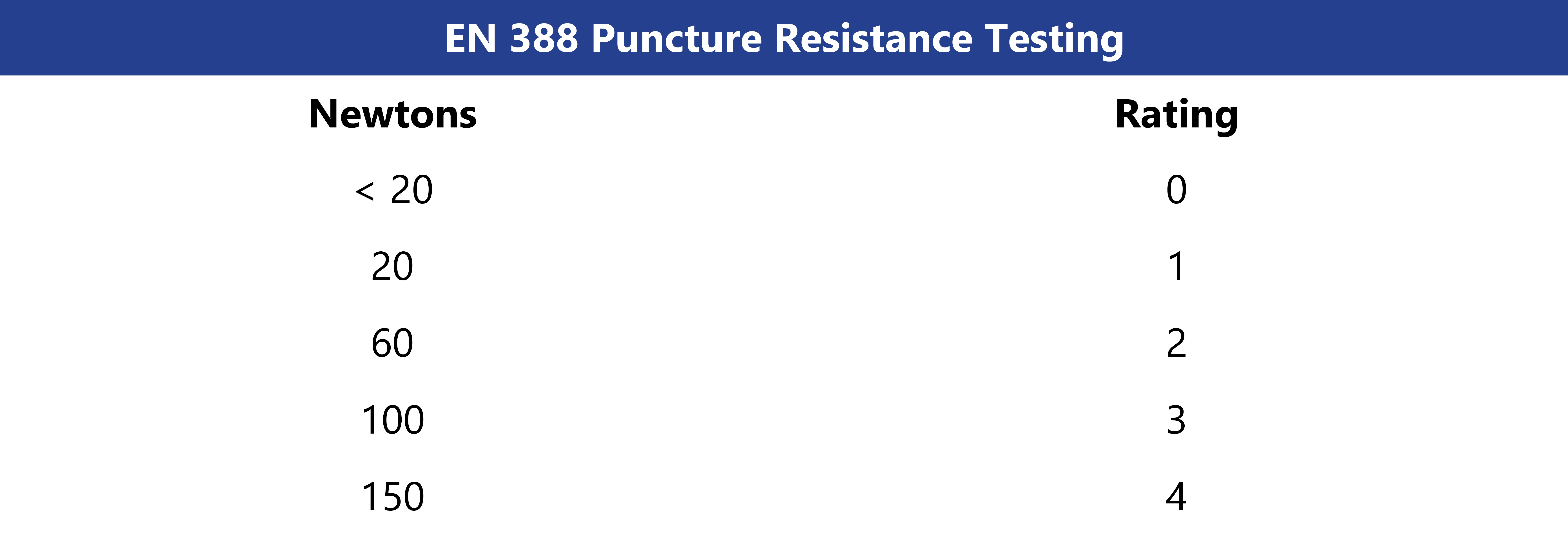
Puncture Testing
Next is the Puncture Test. Using a compression test machine, a metal stylus is inserted into the combined layers of the glove at a consistent speed, and scoring is assessed based on the amount of force required to break through the materials. It's important to note, however, that the stylus used in this test is roughly the size of a ballpoint pen.
What does that mean for threats such as hypodermic needles? See our in-depth breakdown of Puncture Testing for more information.
Impact Testing
The final change to the EN 388 standard is the addition of Impact Testing. This analysis is only done if the manufacturer claims their glove provides any sort of impact protection. If the manufacturer does not claim any such protection, then this test is marked with an X.
Gloves that claim to offer impact protection are subjected to a strike with a force of 5 joules and the amount of force measured by the sensor underneath the glove measures the efficacy of the glove’s protection. If the sensor registers ≤7.0kN with no result greater than ≤9.0kN, the glove receives a P for a pass. If that is not the case, it receives an F for a fail.
If you or your team are in need of proper hand protection, please do not hesitate to contact us. One of our resident glove specialists or sales reps would be more than happy to assess your glove needs and provide you with a solution to keep you and your team safe.
Like the Blog and Video? Please consider sharing it with your friends and your team.